
 Tek Tıkla Ödeme Kolaylığı
Tek Tıkla Ödeme Kolaylığı 7/24 Canlı Destek
7/24 Canlı Destek %100 Sorunsuz Alışveriş
%100 Sorunsuz AlışverişSepetinizde ürün bulunmuyor.

DC Kontaktörlerde Kısmi/Tam Kontak Yapışması Durumu
GIGAVAC, kontaktörlerin akım açma kapasitesini belirlemek için kapsamlı testler yürütmektedir. Bazı sistemlerde kısmi/tam kontak yapışması meydana gelmektedir. Burada sorun, çoğu zaman bobin sürücü devresinden ya da açma yük akımının değerinden kaynaklanmaktadır. Bu durumlarda genellikle açma yük akımının artan değerine dikkat edilmemektedir. Bundan dolayı çeşitli uygulamalarda kontak yapışması gibi kritik arızalar meydana gelmektedir. Burada bahsedilen yüksek açma yük akım değerleri, yüksek kapasitans değerlerinden kaynaklanmaktadır. Sorunun çözümü için bobin sürücü devresi ve açma yük akım değerleriyle ilgili birtakım yönergeler bulunmaktadır. Bu yönergelere göre;
Bobin Sürücü Devresinde;
- Bobine herhangi bir geri dönüş EMF parazit giderme elemanı bağlamayınız. Bu elemanlar arasında;
- Diyotlar (doğrultma diyodu, serbest diyot, schottky diyodu, Zener diyot, TVS diyot, doğrultma köprüsü vs)
- Kapasitörler
- Kapalı konumda bobin gerilimini toprağa ileten transistörler (sadece bağlantıyı açmak yerine) bulunmamalıdır.
- Bobin voltajını hızlıca açınız (<≈ 1ms). Rampalama, zayıf/eksik bir açmaya neden olmaktadır.
- PWM (Pulse Width Modulation / Dalga Genişlik Modülasyonu) kontrolü sağlanırken GIGAVAC’ın harici PWM modeli kullanıldığında, ihtiyaç halinde iletişime geçiniz.
GX Bobin Bastırma Özelliği
GIGAVAC kontaktörlerindeki bütün DC bobinler elektromanyetik gürültüleri (EMF) kontrol edilebilir seviyelerde tutmak için bobin bastırma özlliğine sahiptir. Ekstra harici bobin bastırma kullanmak, bırakma süresini yavaşlatmakta ve ürünün kullanım ömrünü azaltmaktadır. Bunun sonucunda da düşük akım seviyelerinde kontaktörün istenilen akımlarda açma yapamamasına sebep olan kontak yapışması durumu gözlenmektedir. Bu kısmi/tam kontak yapışması sorunu da sistemde kritik arızalara sebep olmaktadır.
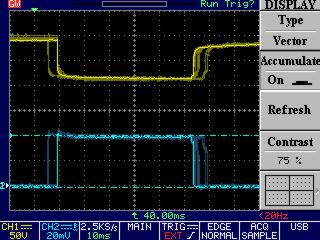
Aşağıdaki osilograf takip sinyalleri GX14C kontaktörün bobinine diyot yerleştirmesi durumundaki değişimleri göstermektedir. Burada akım (mavi sinyal) 20mv/100A şant ile ölçülmüştür. Kaynak voltajı (sarı sinyal) ise seri bağlı 24-12V kurşun asit bataryalara aittir. Akım akarken osilografta gözlemlenen voltaj düşümünün esas sebebi dahili bataryanın direncinden kaynaklanmaktadır.
Esas batarya voltaj düşümü, kontaklar açıldıktan sonra gözlemlenmekte olup %10’dan daha az bir değerdedir. Tüm osilograflarda bobin 25ms için açılmıştır.
Aşağıdaki figürde GX14CA ürününün (harici bobin bastırmasına sahip olmayan kontaktör-Herhangi bir şekilde diyot kullanılmamış) 300VDC 200A değerlerinde 10 kez açma ve kesme işlemlerine ait osilografı gösterilmiştir. İşlem süresi 9ms, bırakma zamanı süresi ise 9-11ms’dir. Ayrıca tüm osilograflarda bobin yeşil üçgen bölgesinde 25ms değerinde açılıp kapatılmıştır.

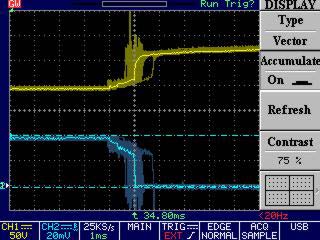
Bir diğer figürde ise tekrardan GX14CA’nın 200A/300VDC parametrelerinde 10 defa açma ve kesme yapmasına ait okunan değerler gösterilmektedir. Bu defa, bir diyot bobin boyunca bağlanmıştır. Bobine bağlanan diyot ile işlem süresi 5-9ms olmuştur. Bu işlem süresi azalmış ani darbe kesmesinden kaynaklı kısmi yapışmış kontaklar sonucu meydana gelmiştir. Yani kontak boşluğu tamamen açılmadığı için işlem süresi azalmıştır. Bırakma zamanı ise 39-44ms olacak şekilde artmıştır çünkü bobin akımı, diyot üzerinden de akmakta olup bir manyetik alan oluşturarak oldukça yavaş bir çalışma süresine neden olmaktadır.
Bobine Bağlı Diyot Elemanının Ark’a Olan Etkisi
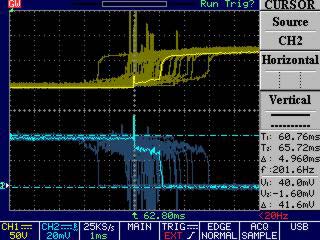
Aşağıdaki iki figürde GX14 kontaktörünün 200A/300VDC’de 50 defa kesme yapmasına dair osilograf değerleri gösterilmiştir. İlk figür diyotsuz olup ikinci figürde diyot kullanılmıştır. Diyotsuz figürde toplam ark zamanının sürekli kontrol edilebildiği ve 2ms gibi kısa bir sürede sönümlenebildiği görülmektedir.
Bobin boyunca bağlanmış bir diyot kullanılması halinde ise ark zamanı 1 ila 4ms olarak değişkenlik göstermektedir. Bu aşırı ark durumları, kontakların erken aşınmasına sebep olmakla kalmayıp aynı zamanda devrenin kritik arızalarla karşılaşmasına neden olmaktadır.
Uygulama Notları
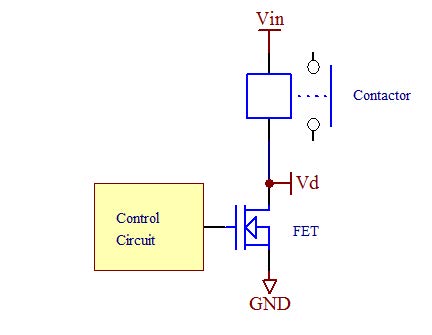
Aşağıdaki figürde tipik bir sürücü devresi yer almaktadır. GX/MX kontaktörleri entegreli bobin bastırma özelliğine sahiptir. Grafiklerde ise kontaktör kapatıldığında hem bobin voltajını hem de FET (Vd) üzerindeki voltajı göstermektedir.

Açma Yük Akımı Değerlerinde;
- Eğer sistemde herhangi bir kapasitans varsa, bu devre elemanının belirtilen değerlerde açma yapılabilmesi için önşarjlı olması gerekmektedir. Ayrıca bazı devrelerde kullanıcıların fark etmediği evirici görevi görebilen bir kapasitör bulunmaktadır.
Ön Şarj Devreleri ve Kapasitörler
Kondansatörlerden (kapasitörlerden) gelen aşırı akımlar kontaktörlerin bozulmasının en yaygın sebeplerinden biridir. Tam olarak şarj olmamış kapasitörler aşırı yüklü anahtarlamalara sebep olmaktadır. Birçok kapasitörün deşarj süresinin neredeyse anlık olması bu tip durumların gözden kaçmasına veya tanımlanamamasına sebebiyet vermektedir.
Bir kapasitör %80 şarj durumundayken, %90 şarj durumuna göre iki kat daha fazla akım oluşturur. Bu nedenle GIGAVAC bir kapasitörün %95 seviyesine kadar şarj edilmesini önermektedir. Daha düşük şarj durumlarında ise bu akım seviyesi yüzlerce ya da binlerce ampere kadar çıkabilir. Bu akımlar akım kenetleme cihazları veya bir osiloskop yardımı ile milisaniyenin %5’i kadar hassasiyette ölçülebilir.
Kontak Yapışması Problemini Çözmek İçin Gereken Ölçümler:
- Açma yapılırken osiloskop ile terminallerdeki akımın takibi yapılmalıdır.
- Bu takip esnasındaki ölçüm “≤50us / osiloskoptan takip edilen akım” şeklinde olmalıdır çünkü takip sırasında ani akım yükselmeleri gözlemlenebilir.
- Bu durumlarda GIGAVAC bir akım probu kullanmaktadır, ancak kontak yapışması durumunda kullanılan proba yardımcı eleman olarak bir direnç de eklenebilir.
- Açma ve kesme sırasında bobin voltajının takibi “2ms ila 5ms / osiloskoptan takip edilen voltaj” ile sağlanmalıdır.
- Yukarıdaki ölçümler herhangi bir problem teşkil etmiyorsa osiloskopta gözlenen bobinin ani akım yükselmesi sistem takibi açısından oldukça kullanışlı bir veri sağlamaktadır.
- Mümkünse, bu ölçümler kontak parçasının yapıştığı an yapılmalıdır. Ancak bunu yapmak çoğu zaman zordur.
Geçici Yapışma (Tack Weld) Durumu;
- Kontaklardaki geçici yapışmayı hızlı bir şekilde tespit edebilmenin bir yolu da (kontakların kapalı konumda sıkışması durumu) bobini 10 ila 20 defa çalıştırmaktır. Tipik geçici yapışma durumu, bu işlem sonrasında sona erecektir.
Kısmi Yapışık Kontaklar ve Yardımcı Kontaklara Olan Etkileri
- Bazı durumlarda müşterilerden yardımcı kontakların yapıştığı ya da ana kontakların açılmasına rağmen yardımcı kontakların beklenmedik şekilde kapalı kaldığına dair birtakım geri dönüşler alınmaktadır. Bunun başlıca sebebi büyük ihtimalle güç kontaklarının kısmi olarak yapışık kalmasıdır.
- Çoğu durumda, kontak yapışması sonucu kontaklar açılmadığı için ana kontaklardaki süreklilik bozulur. Kısmi kontak yapışmasında ise aşağıdaki görselde de gösterildiği gibi ana kontakların bir tarafı açık kalırken diğer kısmı kapalı kalmaktadır.
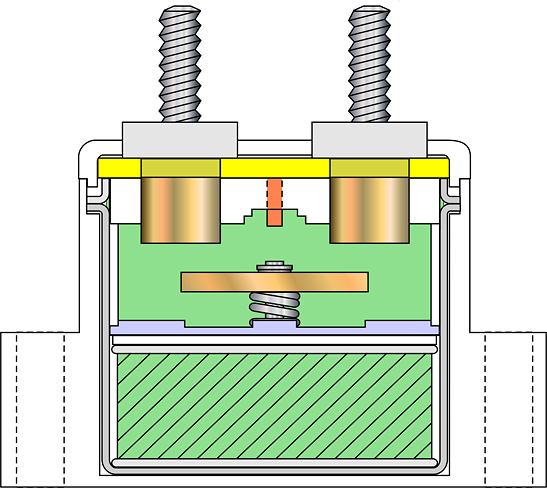
Açık Kontaklar
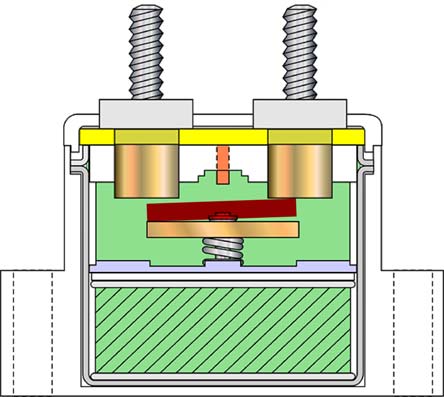
Kısmi Yapışık Kontaklar (yardımcı kontaklar kapalı)
Sağdaki kontaktörde, kısmi yapışık kontaktör durumu gösterilmiştir. Buradaki kontaklar tamamen açılmamış, kontaklardan biri sadece tek taraflı olarak açılmıştır. (Kırmızı barda belirtildiği gibi)
GIGAVAC kontaktörlerdeki yardımcı kontaklar bu durumda her zaman kapalı kalacak şekilde tasarlanmıştır. (Normalde Açık yardımcı kontaklar). Yardımcı kontaklar, yalnızca her iki tarafta da kontakların tamamen açılması durumunda açılacaktır. Bu işlem, güvenlik amacıyla yapılıp aynı zamanda da rölenin işlevi içindir.
Sonuç olarak, bu arıza durumu (kapalı yardımcı kontaklar, açık ana kontaklar) her zaman yapışık ana kontaklardan kaynaklanmaktadır. GIGAVAC kontaktörlerinde normal çalışma parametrelerinde işlem yürütülmesi halinde kontak yapışması gibi bir durum gözlemlenmemektedir.
Kısmi yapışmış kontakları açmak nispeten kolaydır. Bunun için bobini kontaklar yüksüz durumdayken 10-20 kez çalıştırmak yeterli olacaktır. Bu işem genellikle kontaktörün normal çalışma konumuna dönmesini sağlamaktadır.
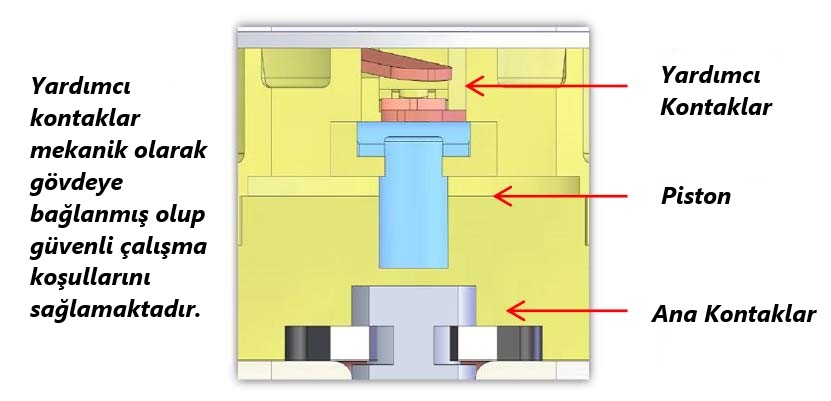
Ayrıca GIGAVAC yardımcı kontakları ana güç kontaklarına bağlı olup güvenli çalışma koşulları sağlayabilecek tasarıma sahiptir. Bu sayede kısmi/tam kontak yapışması gibi durumların pratik çözümü mümkün olmaktadır. Kısmi/tam kontak yapışması durumunun sebepleri, bu durumda yapılması gerekenler özetle bu şekildedir.
GIGAVAC ürünlerimizi incelemek için buraya tıklayabilirsiniz.